高平整激光熔覆涂层使用圆光斑?还是使用矩形光斑?四川
绝大多数工业用户在激光熔覆时,都希望熔覆涂层的表面有较高的平整度。表面越平整,后续磨抛加工量越少,越节省金属粉末,生产成本就越低。实际工作中,激光熔覆涂层是由多道熔覆叠加而成的,激光熔覆涂层平整度主要受单道熔覆的平整度、单道熔覆的厚度以及相邻两道熔覆之间的搭接率三个因素影响。
由于液态金属的表面张力和润湿性的共同作用,当单道熔覆宽度较小时(使用3mm-5mm的圆光斑 ),熔道表面是凸面而不是平面;当单道熔覆宽度较大时(使用10mm-30mm的矩形光斑),由于送粉均匀性和光斑强度均匀性等因素的影响,单道熔覆层也不是一个理想的平面。
激光熔覆时,相邻熔道必须有一定的重叠量,也就是说相邻熔道存在搭接,如图1所示。图中,W为单道熔覆宽度,D为搭接宽度。D与W的比值
R=D/W×100%,
称为搭接率,R表示相邻熔覆道间的搭接程度。图1 中d被称为步进,也就是每熔覆一道前进的距离。如果使用步进d,搭接率可表示为
R=(W-d)/W×100%
从上式可以看出,步距越小,搭接率越大,也就是相邻熔道的重叠量越大。

图1 熔道搭接示意图
若使用矩形光斑,搭接率一般小于50%,搭接率太大会影响熔覆效率。如果搭接率为50%,理论上可以避免涂层的搭接起伏。如果搭接率小于50%,相邻熔道之间搭接肯定会引起涂层厚度的波动。假设激光熔覆单道熔覆层厚度为1mm,那么涂层最薄处厚度为1mm,最厚处理论上大约为2mm(实际会小一些),因此长矩形光斑理论上无法实现熔覆涂层较高的平整度。
要实现较高的平整度,必须采用3-5mm的圆光斑。使用3-5mm圆光斑制备熔覆涂层,其过程与矩形光斑的工作原理截然不同。矩形光斑是通过单层(最多2层)达到需要的熔覆厚度,而3-5mm圆光斑的熔覆厚度是通过多层叠加实现的。假设熔覆光斑为5mm,步进为1mm(搭接率为80%),假设最终涂层的厚度为1mm,这个1mm的涂层实际上是由5层厚度为0.2毫米熔道叠加而成的。这是小圆光斑激光熔覆与矩形光斑激光熔覆的重大差别。通过3-5mm圆光斑激光熔覆可以实现较高的平整度(10微米以下)。图2为中科中美3-5mm圆光斑高速激光熔覆涂层平整度的检测结果,平整度达到Ra5-6um。

图2 高速激光熔覆层平整度检测
通过以上分析可以得出如下结论:熔覆光斑形状尺寸决定着熔覆涂层的制备过程。3-5mm圆光斑的熔覆过程搭接率较高,通过多层熔覆层叠加达到需要的熔覆厚度,这是实现较高平整度涂层的最佳方式。
中科中美3-5mm光斑,6000-12000W高速激光熔覆设备39.8万起!咨询电话:18189154552(微信同号)






-
 希尔顿集团主厨季再度开启 用美食致敬厨师匠心,显佳肴万千魅力
希尔顿集团主厨季再度开启 用美食致敬厨师匠心,显佳肴万千魅力 -
 数据赋能数字经济 共创数据要素产业新生态
数据赋能数字经济 共创数据要素产业新生态 -
 UGG亚太区代言人王一博身穿秋冬新款Tasman Cali Wave,演绎阳光度假大片。
UGG亚太区代言人王一博身穿秋冬新款Tasman Cali Wave,演绎阳光度假大片。 -
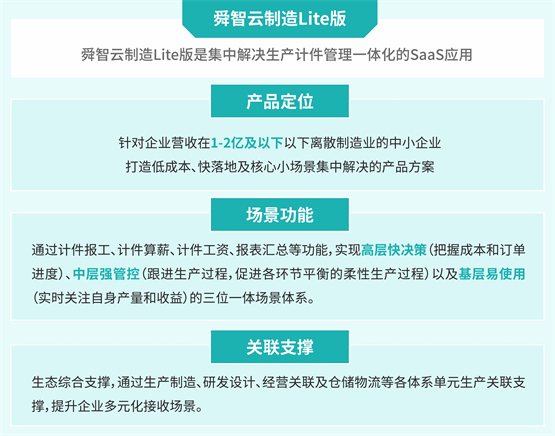 好上手、落地快!2大轻量化舜智云制造产品,助力中小企业数字化转型!
好上手、落地快!2大轻量化舜智云制造产品,助力中小企业数字化转型! -
 海兰信入选2023MWC上海通信新势力榜
海兰信入选2023MWC上海通信新势力榜 -
 杭州亚运会特许商品“薪火火炬尊”在良渚古城遗址公园首发
杭州亚运会特许商品“薪火火炬尊”在良渚古城遗址公园首发 -
 发布代言人江疏影、挚友吉克隽逸献唱,BE范德安海底泳装大秀杀疯了!
发布代言人江疏影、挚友吉克隽逸献唱,BE范德安海底泳装大秀杀疯了! -
 BE范德安全球新品发布会三亚举办,中国时尚品牌开始引领全球!
BE范德安全球新品发布会三亚举办,中国时尚品牌开始引领全球! -
 珀金埃尔默荣获2023国际智造节智能制造影响力企业奖
珀金埃尔默荣获2023国际智造节智能制造影响力企业奖 -
 CRC工业耀目登场第九届成都汽配展,全方位打造高品质维保服务
CRC工业耀目登场第九届成都汽配展,全方位打造高品质维保服务